1. Classify the exposure before discussing resin grade
Industrial metal coatings fail when exposure assumptions are too optimistic. Define service class first:
- Indoor dry service
- Indoor humid or intermittent chemical contact
- Outdoor atmospheric exposure
- Marine or near-coastal exposure
- Abrasion-heavy handling conditions
This step determines whether the system can use standard ambient-cure alkyds or needs higher-performance modified chemistry.
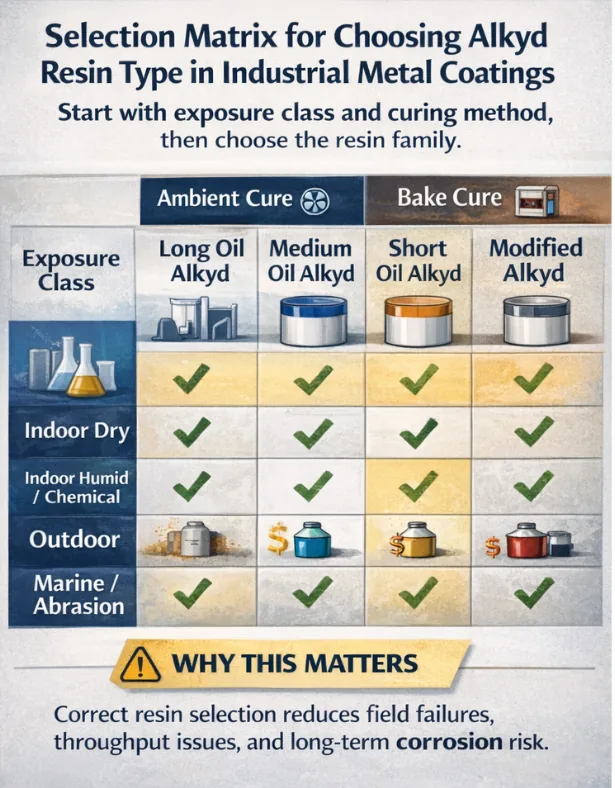
2. Choose oil length by curing route and required hardness
Oil length remains central, but in industrial metal systems cure route is equally important.
Medium oil alkyds
- Reliable ambient cure performance
- Balanced hardness and flexibility
- Practical choice for maintenance and general industrial finishes
Short oil alkyds
- Higher hardness potential
- Better fit for bake or force-dry lines
- Poor choice for low-temperature ambient cure conditions
Long oil alkyds
- Better flexibility and wetting
- Slower hardness build
- Usually limited to specific maintenance applications where flexibility is critical
3. Decide when modified alkyd systems are needed
For industrial metal exposure, modifiers are often justified earlier than in decorative applications.
Use modified alkyds when you need:
- Better adhesion retention in humid service
- Higher chemical and cleaner resistance
- Stronger abrasion performance
- Better block resistance for stacked parts
Urethane-modified alkyds are a common upgrade path when standard alkyd systems cannot maintain performance over service life.
4. Build the coating system, not just a topcoat
Metal protection is system behavior across primer, intermediate, and topcoat layers.
Required checks:
- Primer compatibility with substrate prep standard
- Intercoat adhesion across cure windows
- Total dry film thickness control
- Topcoat hardness and weathering balance
Single-layer optimization without system validation often produces early edge corrosion and field complaints.
5. Validate with the right performance tests
Before final grade approval, run test panels that reflect the actual production route.
Minimum decision set:
- Adhesion (cross-hatch or pull-off as relevant)
- Impact and bend resistance
- Pencil or pendulum hardness over cure profile
- Salt spray and humidity resistance for corrosion risk
- Solvent resistance and chemical spot checks
Always test after full cure, not only at early handling time.
6. Common industrial selection mistakes
- Selecting by viscosity only, ignoring cure route
- Forcing short-oil systems into ambient field applications
- Under-specifying primer quality on prepared steel
- Ignoring recoat window and intercoat adhesion drift
- Using a generic drier package across different resin families
These issues usually appear as delamination, edge rusting, wrinkling, or brittle films after installation.
Final takeaway
For industrial metal coatings, alkyd resin selection should follow a strict order: exposure class, cure route, system architecture, then cost optimization. Medium-oil and modified alkyds cover most ambient industrial needs, while short-oil grades should be reserved for controlled bake systems.
Selecting this way reduces field failures, protects throughput, and improves long-term corrosion performance.
Browse Industrial Alkyd Grades Request Technical Support
FAQ: Industrial Metal Alkyd Selection
Which alkyd family is most common for ambient industrial metal coatings?
Medium oil alkyds are the most common baseline because they offer practical ambient cure, balanced hardness, and reasonable flexibility across maintenance applications.
When are short oil alkyds the right choice?
Use short oil grades when production includes controlled bake or force-dry conditions and the system requires faster hardness build and stronger mechanical resistance.
Do I always need a urethane-modified alkyd for metal?
No. Use it when service conditions demand higher abrasion, chemical, or block resistance than standard alkyds can reliably provide over the target life cycle.
Why does corrosion appear even when topcoat hardness is high?
Corrosion failures are usually system-level: poor surface prep, weak primer selection, low film build at edges, or adhesion breakdown between layers.
What tests should gate final resin approval?
At minimum: adhesion, hardness over full cure, impact/flexibility, salt spray or humidity resistance, and solvent/chemical spot resistance under realistic film thickness.